Обдирка и разметка заготовок







Предварительная обдирка и разметка заготовок — "Семь раз отмерь — один отрежь"
По завершению этапа литья и окончательной проверки качества заготовки поступают в механический цех для предварительной обдирки и разметки.
Предварительная обдирка и разметка заготовок.
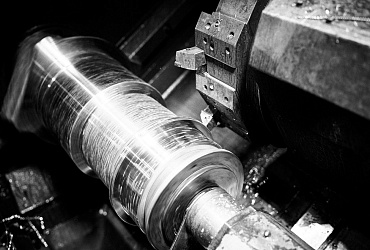
Токарная (грубая) обработка производится на мощных токарно-винторезных станках модели 1Н65 и 1А64 (Дип-500 и Дип-400 соответственно). Здесь обрабатывают литейные прибыли, чтобы они не помешали при дальнейшей разметке. Разметка заготовок происходит на специальном разметочном столе: задаются осевые линии будущего вала, его габариты.
От правильности размеченных деталей зависит многое. Не зря говорят, семь раз отмерь - один отрежь.
На протяжении всего процесса механической обработки отлитых заготовок контролеры ОКК осуществляю пооперационный контроль соответствия качества отливки (выявление литейных дефектов и контроль линейных размеров на соответствие требованиям КТД). Для этого в распоряжении контролеров ОКК имеется широкий выбор измерительного инструмента (микрометры, нутромеры, калибры, толщиномер УЗК, стационарные и портативный твердомеры). Для определения качества литейных заготовок применяются такие методы контроля как магнитно-порошковая дефектоскопия для обнаружения скрытых дефектов и капиллярный метод контроля для обнаружения поверхностных микротрещин с четкой визуализацией дефектов.
Следующая стадия — токарная обработка.
Механическая обработка



Соломбальский машиностроительный завод - литейное производство и механическая обработка в Архангельске.
Мы специализируемся на изготовлении отливок ответственного назначения из высокопрочной конструкционной легированной или жаропрочной стали и механической обработке деталей.
Последние новости
- ЗАВОДУ СМЗ ИСПОЛНИЛОСЬ 94 ГОДА Апрель 21, 2024
- СМЗ: НАВСТРЕЧУ НОВЫМ ГОРИЗОНТАМ Апрель 10, 2024
- ЗАВОДЫ ПАЛФИНГЕР СНГ ОТМЕТИЛИ 23 ФЕВРАЛЯ и 8 МАРТА Февраль 26, 2024
- ПРОРЫВ ГОДА: СМЗ Февраль 13, 2024
Наши контакты
Соломбальский машиностроительный завод
пр. Никольский, 75/1г. Архангельск, 163020
тел./факс: +7 (8182) 60-83-30
E-mail: info@smz.ru
SMZ.RU ® Все права защищены.